Декоративные и технические отливки часто монтируемые сваркой
Декоративные и технические отливки по моделям из пенопласта. Lost Foam Casting Process. Литейщикам без сварки здесь часто не обойтись - художественные отливки из чугуна, стали, алюминия, медных сплавов монтируют при помощи сварки. Для этого часто в отливках делают специальные стальные вствки. Скамейки, фонари литые, отливки столбиков, решеток, оград и техническое литье металла. Льем художественные и технические отливки для решеток, оград, барельефов, калиток, ворот. Оснастку и разовые модели режут из пенополистирола на 3D-фрезерах, изготовление пресс-форм для пенопластовых моделей часто выполняют точным литьем по ЛГМ-процессу. Влад, doro55v@gmail.com, т. 38-066-1457832
1 , 2
, 2 , 3
, 3 , 4
, 4 5
5 ,
,
6 7
7 8
8 9
9
10 11
11 12
12 13
13
14 15
15 16
16 16
16
17 18
18 19
19
20 21
21 22
22
23 24
24 25
25
26 27
27
28
29 30
30
31 32
32
33 34
34 35
35 36
36 37
37 38
38 39
39 40
40
41
42
43 44
44
45 46 47
46 47
39
50
51 50
50
52
53 54
54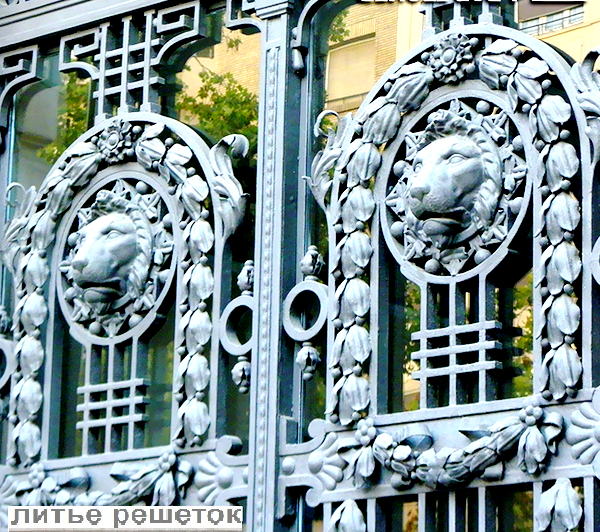
55 56
56 57
57 58
58
59 60
60

- так вырезают модели из пенопласта на станках с ЧПУ или 3D фрезерах, и по таким моделям можно получать большинство отливок, показанных выше
При изготовлении моделей с помощью станков с ЧПУ для резки пенопласта трехмерная модель сложной детали разбивается на простые элементы, которые вырезаются на станке. Затем, склеив их, получают модели больших габаритов с достаточно сложной формой (корпуса крупногабаритных двигателей, насосов, редукторов, станины). Так получают модели для литья в мелкосерийном и единичном производстве, когда изготовление литейной формы другим способом экономически невыгодно. По этой технологии расплавленный металл заливается прямо в модель и замещает ее в формовочной смеси.
Этапы производства.
Строиться объемная модель детали в трехмерной CAD-системе (SolidWorks, Компас 3D, CATIA, Autodesk Inventor и т.д.). Объемная модель разбивается на более простые фрагменты, которые технологически возможно вырезать на станке фигурной резки пенопласта. Контуры фрагментов компонуются в размер пенопластовой заготовки и готовятся файлы управляющих программ. Резка на станке с ЧПУ и при необходимости ручная доработка деталей. Соединение фрагментов в модель.
61
 – так получают пенопластовые модели на полуавтоматах
– так получают пенопластовые модели на полуавтоматах
62
1
, 2, 4 5, 6
7 8 910
11 12 1314
15 16 1617
18 19 20
21 22 23
24 25 26
2728
29
3031
3233
34 35 36 37 38 39 40 41
42
43
44 45
46 47 39
50
51
50 52
53
54 55
56 57 58 59
60- так вырезают модели из пенопласта на станках с ЧПУ или 3D фрезерах, и по таким моделям можно получать большинство отливок, показанных выше
При изготовлении моделей с помощью станков с ЧПУ для резки пенопласта трехмерная модель сложной детали разбивается на простые элементы, которые вырезаются на станке. Затем, склеив их, получают модели больших габаритов с достаточно сложной формой (корпуса крупногабаритных двигателей, насосов, редукторов, станины). Так получают модели для литья в мелкосерийном и единичном производстве, когда изготовление литейной формы другим способом экономически невыгодно. По этой технологии расплавленный металл заливается прямо в модель и замещает ее в формовочной смеси.
Этапы производства.
Строиться объемная модель детали в трехмерной CAD-системе (SolidWorks, Компас 3D, CATIA, Autodesk Inventor и т.д.). Объемная модель разбивается на более простые фрагменты, которые технологически возможно вырезать на станке фигурной резки пенопласта. Контуры фрагментов компонуются в размер пенопластовой заготовки и готовятся файлы управляющих программ. Резка на станке с ЧПУ и при необходимости ручная доработка деталей. Соединение фрагментов в модель.
61
– так получают пенопластовые модели на полуавтоматах62
















 , 2
, 2 , 3
, 3 , 4
, 4
 ,
,  7
7 8
8 9
9
 , 2
, 2 , 3
, 3 , 4
, 4 5
5 ,
,  7
7 8
8 9
9
 , 2
, 2 , 3
, 3 , 4
, 4 5
5 ,
, 

 9
9
 , 3
, 3 , 4
, 4 5
5 ,
,  7
7 8
8 9
9



















 , 1
, 1 , 2
, 2 , 3
, 3 , 4
, 4 5
5 ,
,  7
7 8
8 9
9
 11
11